
পণ্য


SUS304/ টেফলন আবরণ এককেন্দ্রিক হ্রাসকারী
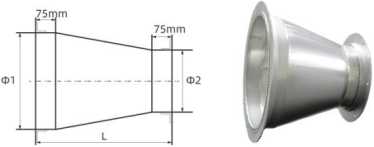

| অনুচ্ছেদ নাম্বার. | ব্যাস (মিমি) | ব্যাস (মিমি) | দৈর্ঘ্য (মিমি) | বেধ (মিমি) |
| RE-0100 | 100 |
|
| 0.8 (বা গ্রাহকের অনুরোধ) |
| RE-0150 | 150 |
|
| 0.8 (বা গ্রাহকের অনুরোধ) |
| RE-0200 | 200 |
|
| 0.8 (বা গ্রাহকের অনুরোধ) |
| RE-0250 | 250 |
|
| 0.8 (বা গ্রাহকের অনুরোধ) |
| RE-0300 | 300 |
|
| 0.8 (বা গ্রাহকের অনুরোধ) |
| RE-0350 | 350 |
|
| 0.8 (বা গ্রাহকের অনুরোধ) |
| RE-0400 | 400 |
|
| 1.0 (বা গ্রাহকের অনুরোধ) |
| RE-0450 | 450 |
|
| 1.0 (বা গ্রাহকের অনুরোধ) |
| RE-0500 | 500 |
|
| 1.0 (বা গ্রাহকের অনুরোধ) |
| RE-0550 | 550 |
|
| 1.0 (বা গ্রাহকের অনুরোধ) |
| RE-0600 | 600 |
|
| 1.0 (বা গ্রাহকের অনুরোধ) |
| RE-0650 | 650 |
|
| 1.0 (বা গ্রাহকের অনুরোধ) |
| RE-0700 | 700 |
|
| 1.2 (বা গ্রাহকের অনুরোধ) |
| RE-0750 | 750 |
|
| 1.2 (বা গ্রাহকের অনুরোধ) |
| RE-0800 | 800 |
| La01-O>2+150 | 1.2 (বা গ্রাহকের অনুরোধ) |
| RE-0850 | 850 | <01 | or | 1.2 (বা গ্রাহকের অনুরোধ) |
| RE-0900 | 900 | ① 1 এর চেয়ে ছোট | গ্রাহকের চাহিদা অনুযায়ী কাস্টমাইজড | 1.2 (বা গ্রাহকের অনুরোধ) |
| RE-0950 | 950 |
| গ্রাহকের অনুরোধ | 1.2 (বা গ্রাহকের অনুরোধ) |
| RE-1000 | 1000 |
|
| 1.5 (বা গ্রাহকের অনুরোধ) |
| RE-1100 | 1100 |
|
| 1.5 (বা গ্রাহকের অনুরোধ) |
| RE-1200 | 1200 |
|
| 1.5 (বা গ্রাহকের অনুরোধ) |
| RE-1300 | 1300 |
|
| 1.5 (বা গ্রাহকের অনুরোধ) |
| RE-1400 | 1400 |
|
| 1.5 (বা গ্রাহকের অনুরোধ) |
| RE-1500 | 1500 |
|
| 1.5 (বা গ্রাহকের অনুরোধ) |
| RE-1600 | 1600 |
|
| 1.5 (বা গ্রাহকের অনুরোধ) |
| RE-1700 | 1700 |
|
| 2.0 (বা গ্রাহকের অনুরোধ) |
| RE-1800 | 1800 |
|
| 2.0 (বা গ্রাহকের অনুরোধ) |
| RE-1900 | 1900 |
|
| 2.0 (বা গ্রাহকের অনুরোধ) |
| RE-2000 | 2000 |
|
| 2.0 (বা গ্রাহকের অনুরোধ) |
| RE-2500 | 2500 |
|
| 2.5 (বা গ্রাহকের অনুরোধ) |
| RE-3000 | 3000 |
|
| 2.5 (বা গ্রাহকের অনুরোধ) |
| RE-3600 | 3600 |
|
| 2.5 (বা গ্রাহকের অনুরোধ) |
বিঃদ্রঃ:
2000 মিমি এর বেশি ডাক্ট ব্যাস অনুরোধে উপলব্ধ।
ডাক্ট বেধ SMACNA "বৃত্তাকার শিল্প নালী নির্মাণের মান ** ক্লাস 1 এবং 5 চাপ -2500Pa (-10 in.wg) এর উপর নির্মিত। এবং এটি গ্রাহকের অনুরোধ হিসাবে পরিবর্তন করা যেতে পারে।
1. এয়ার ডাক্টের যে অংশটি পেইন্ট করা হবে (পাইপের ভিতরের ফ্ল্যাঞ্জ পৃষ্ঠ সহ) সেটি অবশ্যই স্যান্ডব্লাস্ট করা উচিত, স্যান্ডব্লাস্টিং রুক্ষতা অবশ্যই 3.0 G/S76, 40μm বা তার বেশি রুক্ষতা এবং বাইরের অবশিষ্ট বালি কণা এবং ধাতব ধুলোর সাথে মিলিত হতে হবে। পাইপ স্যান্ডব্লাস্টিং পরে অপসারণ করা আবশ্যক.ডাক্ট ওয়ার্কপিসের পৃষ্ঠটি পরিষ্কার কিনা এবং ওয়ার্কপিসটি অ্যালুমিনিয়াম ফয়েল দিয়ে আবৃত কিনা তা নিশ্চিত করুন।
2. পাইপ ফিটিংগুলি আবরণের ঘরে টেনে আনুন, পেইন্টিং শুরু করুন, ইলেক্ট্রোস্ট্যাটিক পাউডার লেপ মেশিন এবং বর্ধিত স্প্রে বন্দুক টিউব দিয়ে স্প্রে করুন, 15-20 মিনিটের জন্য কাঁচামালের বৈশিষ্ট্য অনুসারে সিন্টারিং সময় পরিমিতভাবে সামঞ্জস্য করুন এবং সিন্টারিং তাপমাত্রা পরিসীমা হল 285°~300°C
3.100% মোট গুণমান পরিদর্শন (ফিল্ম বেধ সনাক্তকরণ, পিনহোল সনাক্তকরণ), আবরণ ফিল্ম বেধ সনাক্ত করতে ফিল্ম বেধ পরীক্ষক সহ।ফিল্মের বেধ 260±30 μm।আবরণে পিনহোল আছে কিনা তা সনাক্ত করতে একটি পিনহোল ডিটেক্টর ব্যবহার করা হয়।স্ট্যান্ডার্ড ডিটেকশন ভোল্টেজকে 2.5KV এ সামঞ্জস্য করুন, যদি এমন সূঁচ থাকে যেগুলি মেরামত বা পুনরায় কাজ করতে হবে।গুণমান পরিদর্শনের পরে ফিল্ম বেধ এবং পিনহোল পরীক্ষার ফলাফল "ডাক্ট কোটুং কোয়ালিটি ইন্সপেকশন ফর্ম" এ রেকর্ড করা উচিত।
4. 2000mm উপর নালী ব্যাস অনুরোধে উপলব্ধ.ডাক্ট বেধ SMACNA উপর নির্মিত হয়.এবং এটি গ্রাহকের অনুরোধ হিসাবে পরিবর্তন করা যেতে পারে।









